前回は線路配置の検討経緯を紹介しましたが,今回は私が線路配置を最終決定する過程の中で行なったこのレイアウトのシーナリー構想の妥当性の確認方法と,製作開始前に行った勾配設計に誤りがないかの最終的な確認方法について紹介させていただきます.
前回の記事の最後に記載したように,今回のようにレイアウトのスペース全体を使用した比較的複雑な線路配置(経路の複雑さではなくて線路が台枠上に縦横無尽?に敷設されているという意味で)では,線路を地形等を利用してうまく隠さないとジェットコースター的と言われる玩具的なレイアウトになってしまいます.
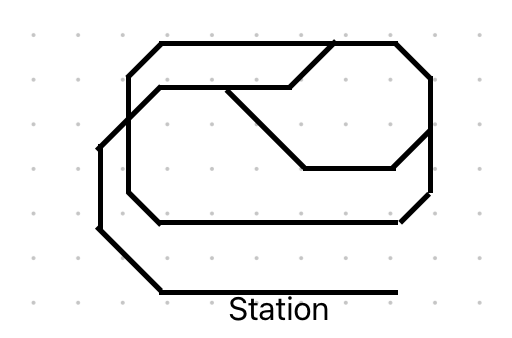
私が線路配置検討時に大まかに考えていたシーナリーとストラクチャーの構想は以下のようなもので
1)駅後方の線路は全て隠す.
2)駅の左側かから出て再び駅左側に戻る周回線の一部の区間を露出して駅間の風景を表現する..
3)露出させた周回線には湖を渡る鉄橋を設ける
4)駅手前側を市街地として前作の市街地に設置していたストラクチャーを配置する
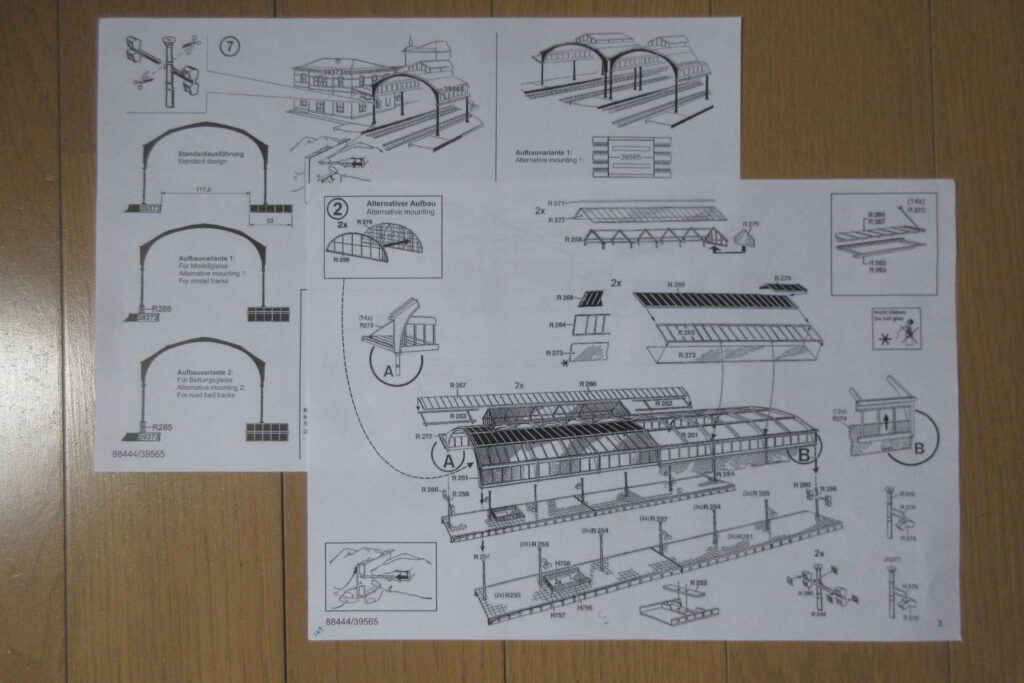
5)駅の奥側を貨物駅としして,そこから右側に伸びた引き込み線の終端部にKibri製のキットを使用した鉱石(砂利)積み込み施設を設ける.
6)右奥の山の中腹に平坦な部分を設け,住宅地として前作で使用していた住宅を配置する.
7)駅から住宅地に向かう道路の線路を渡る陸橋を左上に設けるとともに,左奥側の山により左奥側の駅入口に設けたカーブポイントを運転位置から見えにくくする.
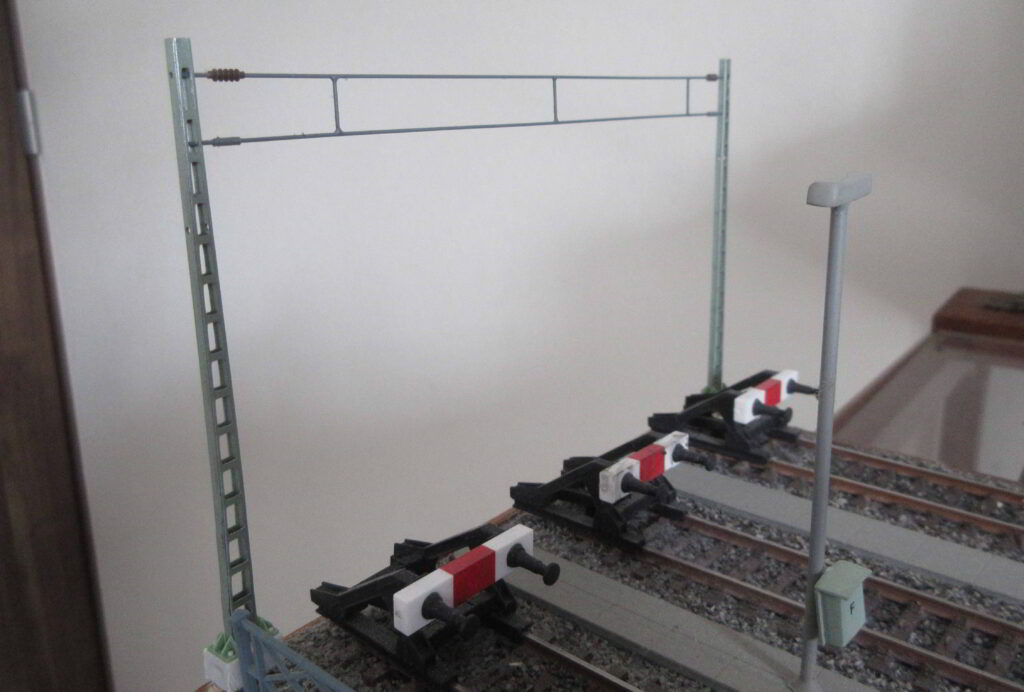
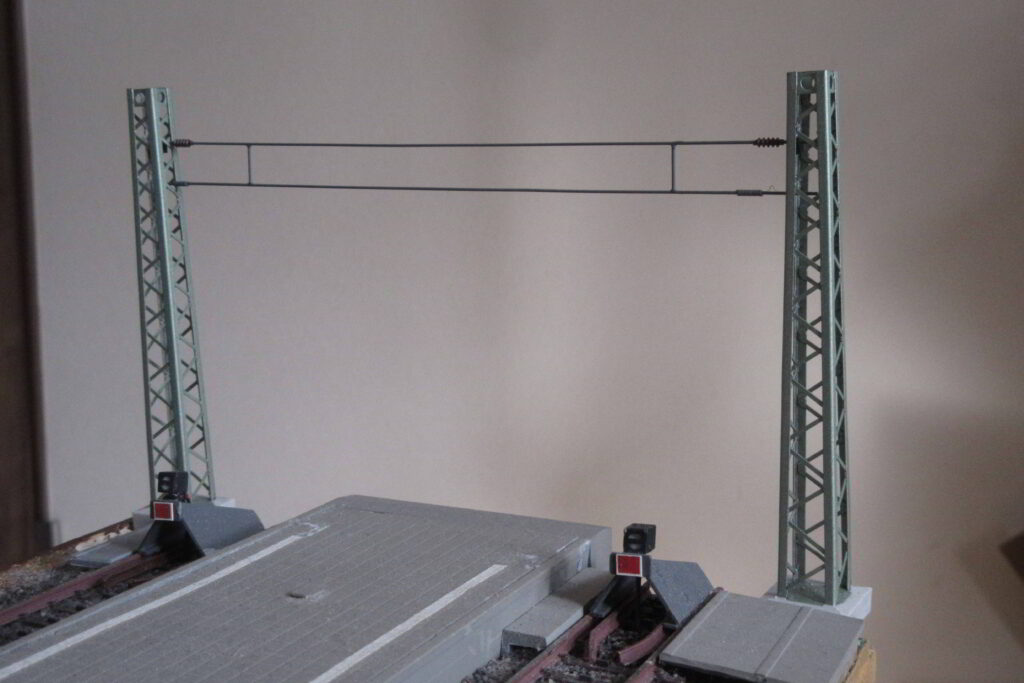
8)手前側の橋梁はMärklin製のトラス橋を新たに購入し,前作の鉄橋は跨道橋および跨道橋から住宅地に至る道路に流用する
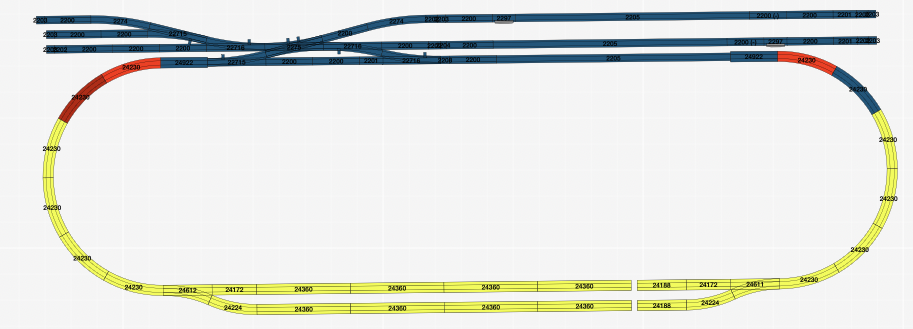
というものです.線路配置が概ね決定した段階でソフトから出力した3D画像を利用してこの構想に基づいて作成した大まかなイラストが以下のものになります.

なお,レイアウト作成用のソフトウエアの3D画像は一点透視図法で出力されるものが多いようですが,私はこの図法を使用して立体図を作成した経験がなく,描画の際消失点は全く意識しておりませんのでどことなく違和感がありますがご了承ください.出来上がったものはイラストというよりラフスケッチというような代物ですが,それでもその過程で構想に根本的な欠陥がないかと地形の処理に検討が必要なところはだいたいわかります.今回この「イラスト」を作成して根本的に破綻しているところはないと判断しましたが,詳細検討が必要と判断したところは以下の3点です.
1) 左奥の鉱石積み込み設備とその周縁の地形処理(手前側の山の斜面処理と積み込み設備後方の地形処理)
2) レイアウト後縁の地形処理
3) 市街地の規模(面積)
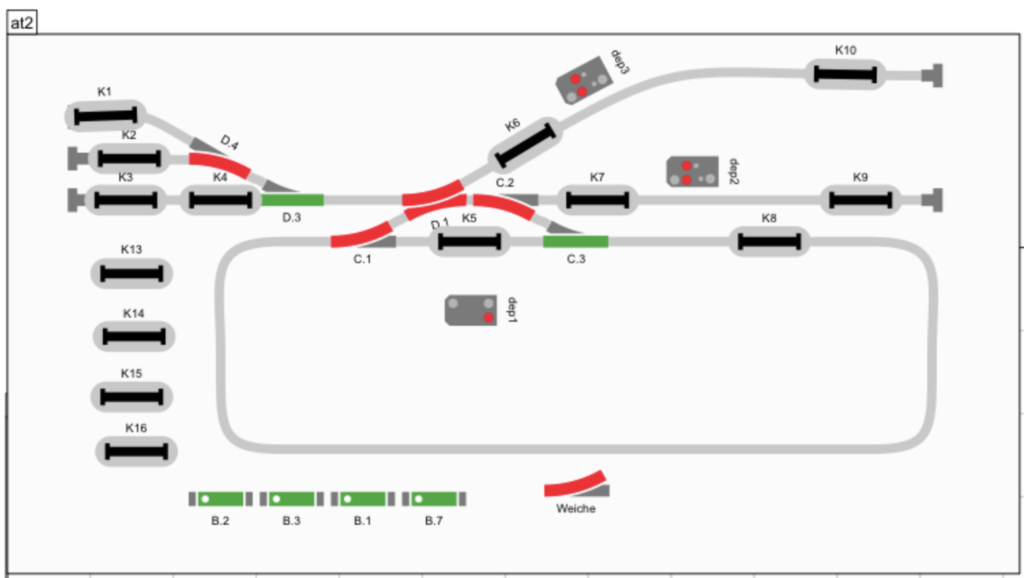
です.これらについてはこの段階でイラストによる詳細な検討は行わず,モックアップを製作して確認することとします.ただ,このモックアップによる検討を行う前に,私は勾配設計の最終確認を行いました.今回の線路配置では立体交差部が5箇所あり.レイアウトの左奥では比較的長い距離上下の線路がラップしている箇所がありますが,駅構内と周回線の立体交差部以外の交差部は交差する上下いずれの線路にも勾配がついている部分が多く,また線路が並行していてもその高さが互いに異なる部分があります.また交差角度も浅いところがあるため交差地点のわずかなずれが上下線路ののクリアランスに大きく影響します.勿論線路配置を決めていく中で確認は行っているのですが,高低差はかなりギリギリのところを狙っていますので製作時の誤差や線路配置のわずかな変更が反映されていない等の理由によりで交差位置がわずかにずれてしまうとクリアランスが確保できず,これが製作後に発覚すると修正が全体に及んでしまう恐れがあります.勿論今回使用したソフトにも勾配を設定する機能はありますが,今回その機能は概略設計の際に使用したものの実際の設計には使用していません.理由はソフトでは勾配の起点がエレメントの境界(線路の継ぎ目)部分に限定されるのに対し,今回は勾配の始点と終点に緩和勾配(縦曲線)を入れたため勾配の変化点がエレメントの境界ではないこと,分岐器から勾配の変化点を極力遠ざけた地点としたことにより,勾配の変化点がエレメントの境界にほとんどないためです.そのため高さの算出はソフトの機能ではなく表計算(numbars(Mac版Excel)の関数を使用した計算)で行っているのでその式や入力値に誤りがある可能性も否めません.なお,上の3D図面には勾配が描画されていますが,これはエレメントの境界を勾配の変化点として緩和勾配(縦曲線)も一部省略してあるため実際の勾配とは異なっています.
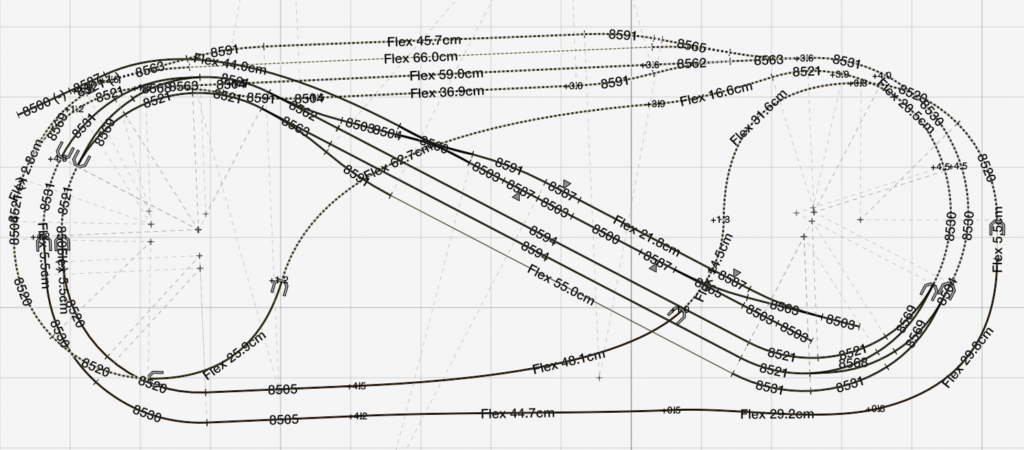
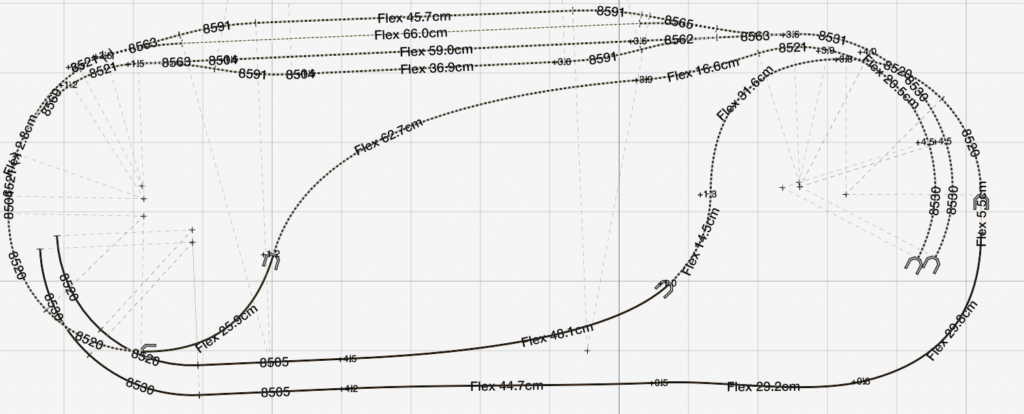
今回ソフトの機能は使用していないため,線路配置の検討過程では線路の高さ(基準平面からの持ち上げ量)と立体交差部のクリアランスは路線図上に手書きで記入しています.実際の設計では勾配は勾配開始地点から110㎜の区間に15‰緩和勾配を設けることとし,勾配を最大勾配の30‰とした場合の各交差地点での高低差を確認し,クリアランスが確保できろことが確認されたら余裕のある部分については交差地点の高低差がNEM規格の下限となるようにその区間の勾配を決定するという方法で行っています.この作業で最終な線路配置を決定するまでにに作成した図面の一例を図面を下図に示します.基準点から交差地点までの経路長は計算で算出し,その後線路図を出力した図面図面の格子(10㎜)をデバイダーで採寸し線路図に当てて計算に誤りがないことを確認しました.なお,今回使用したソフトではフレキシブル線路で2地点間を結んだ場合,その線路長は自動計算され図上に表示されます.
.


この時代に手書きとはなんて時代遅れの方法かと思われる方もいるかもしれませんが,線路配置の検討はどうしても試行錯誤が必要になりその度に高低差の確認が必要となります.その点このような「紙による計算書」はPCでの上書きをどの時点で行うかを考えることなく検討の履歴が全て残ります,線路配置を検討する中では変更を元に戻すことも多々ありますが,紙による計算書は履歴をすべて手元の紙に残しておけばすぐに任意の地点から再計算ができますのであながち悪い方法とも思えません.今でも大学の教養学部の実験の授業や研究機関では実験ノートは全て手書きでペン書き(消しゴムでのデータ消去を禁止)を徹底しているようですが,これは研究現場での改竄防止の重要性に対する教育もさることながら,実験の過程で一度不要と判断したデータがあその後の検討の過程で有益になる可能性がある(一度向無効と判断したデータが有効になる)という理由もあります,線路配置検討がある程度試行錯誤となるレイアウトの設計において,PC上で上書きをせずに紙に勾配計算の過去の記録を残しておくことは意外と有益で効率的ではないかと感じます.今回の最終確認はこの計算結果をPCに入力しながら再確認を行なうということになりますが,その検算だけではあまり面白くありませんので,今回はレイアウトの台枠を意識して勾配形成用のスペーサー高さの算出も兼ねて確認を実施することとしました.
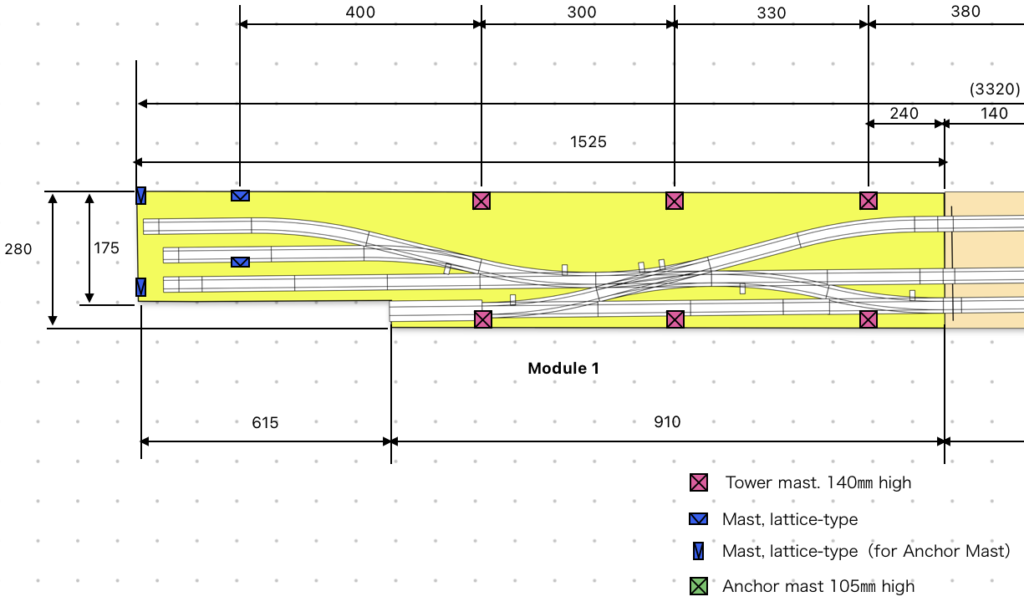
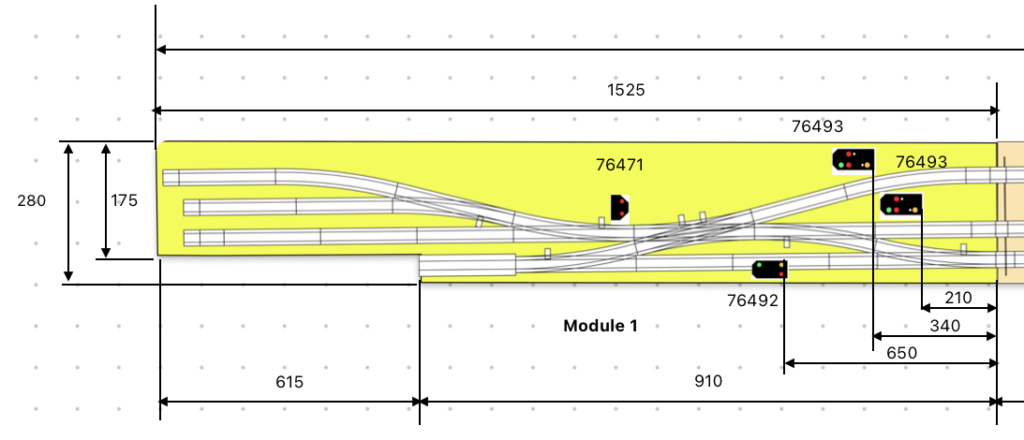
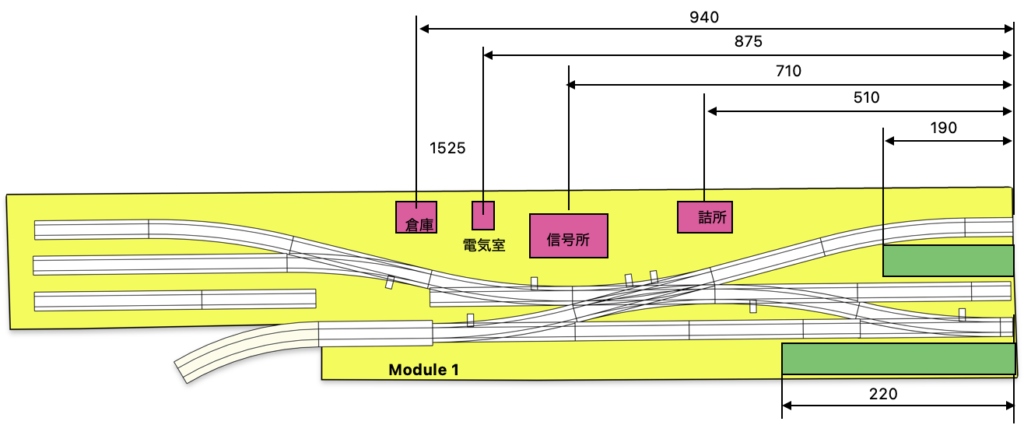
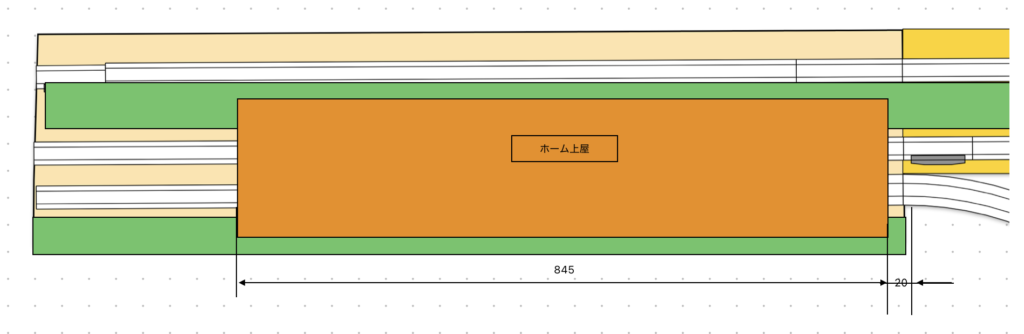
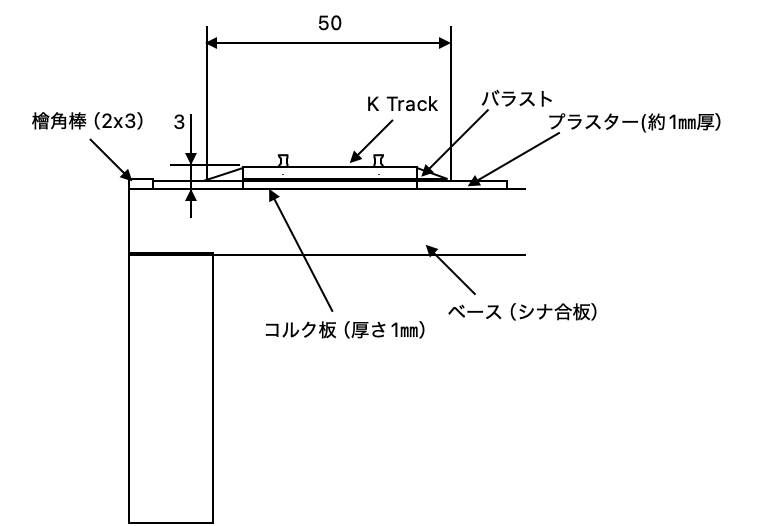
下図はこのレイアウトの台枠の構想です.台枠についての詳細は後ほど紹介しますが,今回はフラットトップではなく簡易的なLガーター構造のオープントップとすることとしました.その理由は,今回台枠の中央部(外縁から離れたところ)にも線路が存在するため,その部分への台枠下側からのアクセス性を確保しておく方が良いと判断したためです.このため線路を持ち上げるライザーの位置が限定されますので,この段階で台枠の縦方向の桁の位置を決めておき,その部分での線路高さを計算しておけば後で改めて計算する必要はなく,高さの算出方法(計算時の入力数値)も異なりますので,前回の計算結果と比較すれば万一誤りがあった場合に発見しやすいと考えたためです.なお,1970年頃のTMS誌等のレイアウト製作記事を読むと,線路の高さ調整部材をライザー,路盤をクリートと称している記事が多いようですが,最近はあまりこの言葉を耳にしません.ライザーは線路を持ち上げる部材ですのでreise+erという意味で使用されていると思われますがなぜ路盤(道床)をクリート(cleat?)と呼ぶのかがよくわかりません.細長い補強用板材という意味はありますが,roadbedでも良い気がします.鉄道模型独特の単語なのでしょうか.話が脱線してしまいましたが,まずソフトの線路配置とは別の別レイヤーにベースの桁の位置を記載し,線路配置図と重ねてさらに別レイヤーにライザー位置を記入したものが下図になります.

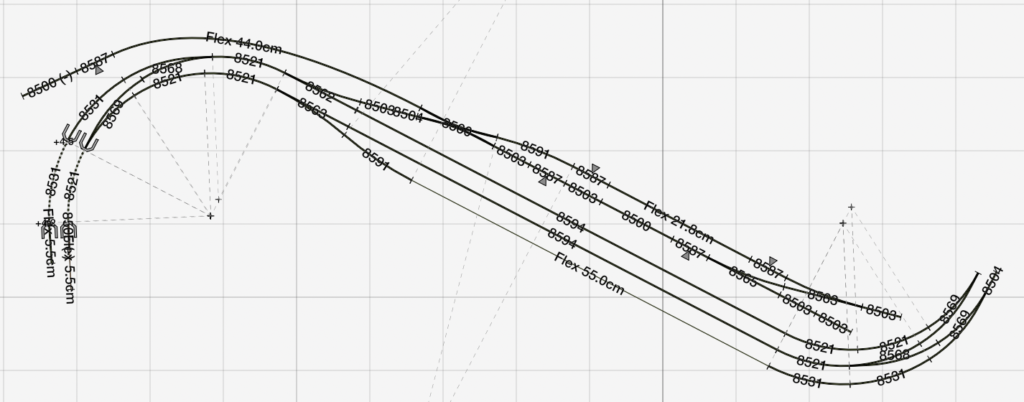
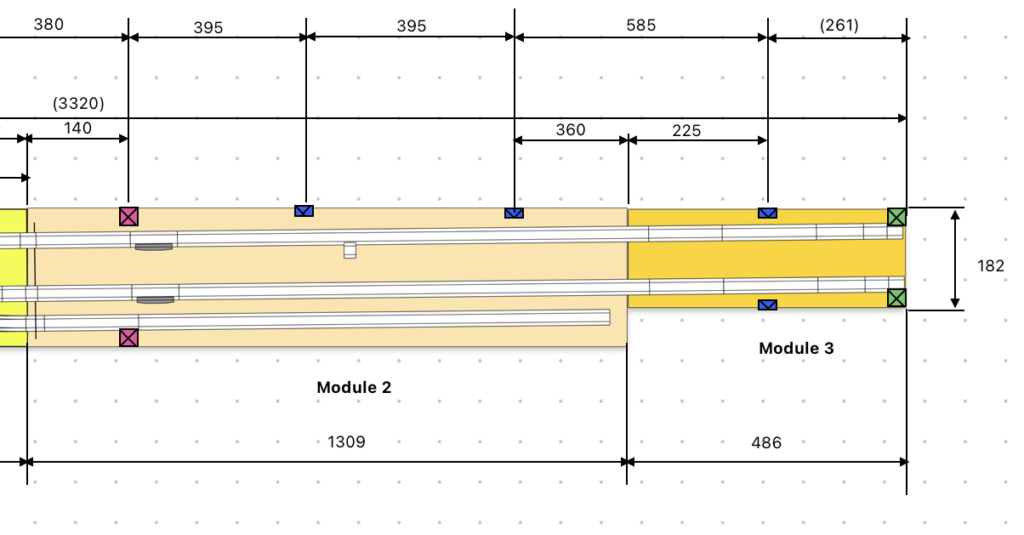
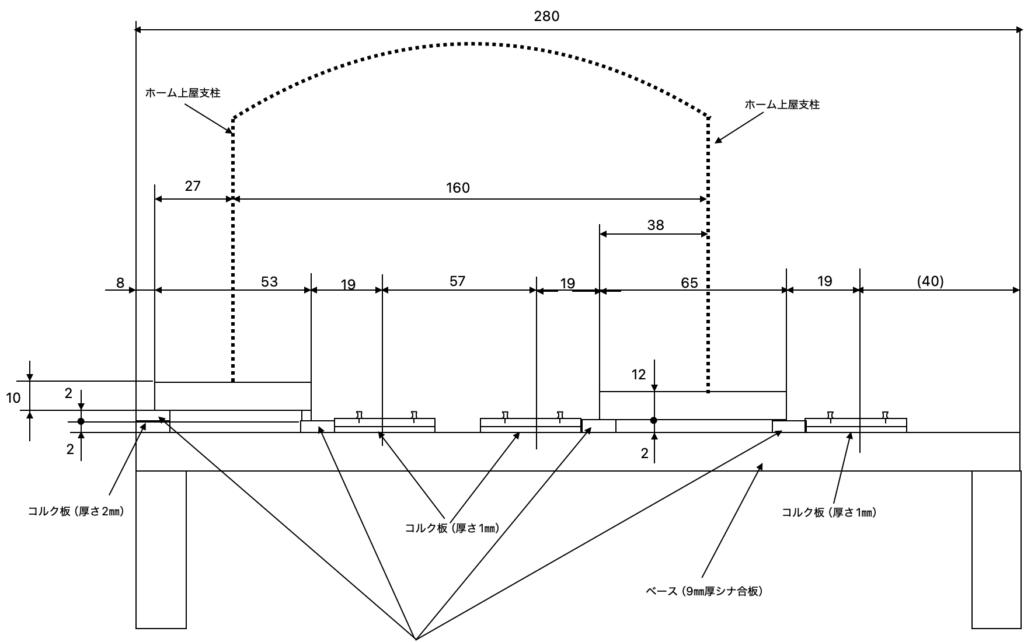
そしてこのライザー位置での線路高さ(基準面からの持ち上げ量)を記載した資料が下図になります.図には各々のライザー位置に対して,距離基準点からの経路長と基準面からの線路の持ち上げ量を記載しました.そしてこの結果と上記の手書き資料の最終版を比較することにより勾配の計算に誤りがないことを確認しました.



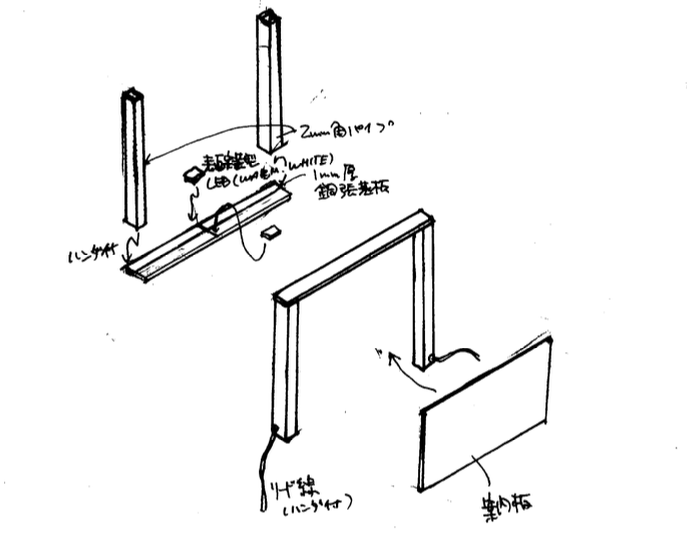
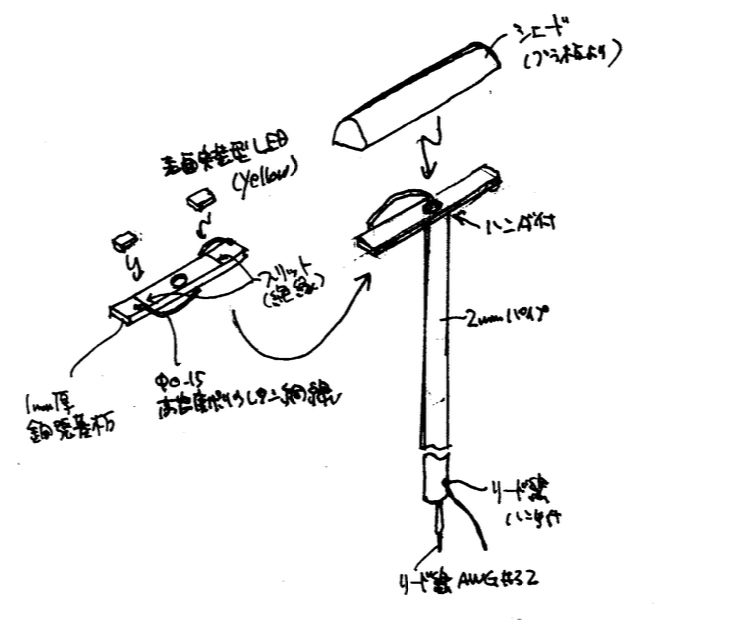
この資料の作成と同時に紙の資料の一部に記載した線路断面のデータ化も行いました.その図が下の図になります.なお,下の図にも表示されていますが,駅部分で周回線がアンダークロスする部分は駅側の路盤を真鍮板として上下のクリアランスを確保しています.また交差部①では上側の線路には道床を設けていません.Märklin製レールは実測ではCode60相当のものが使用されているようですが,線路の剛性に対して車両の重量が非常に軽いため,途中に継ぎ目がなく長さ100㎜程度であれば道床無しでも車両通過時の線路のたわみは無視でき道床の厚さ分の高さが稼げます.

なお,最終的な勾配は右側通行で周回する場合④から①の登り30‰が最大で,次いで⑤から③の27‰,そのほかの部分は最大24‰となりました.この程度の勾配ですとUIC-Xタイプ5両編成を牽引する機関車の勾配における速度変化は登り,下りともほとんど気になりません.
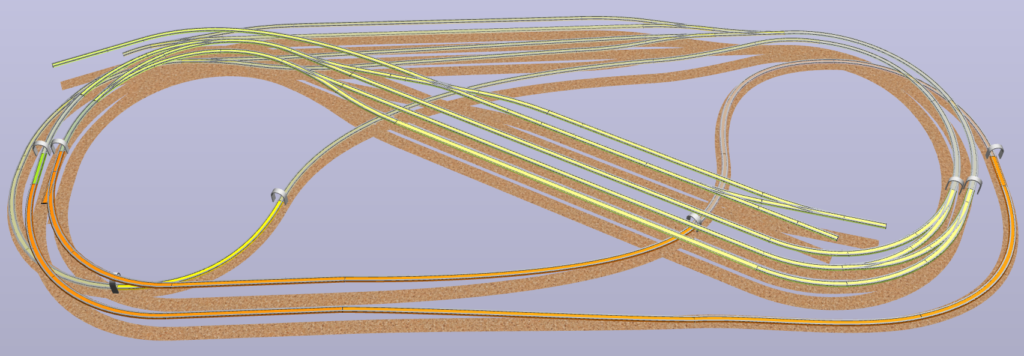
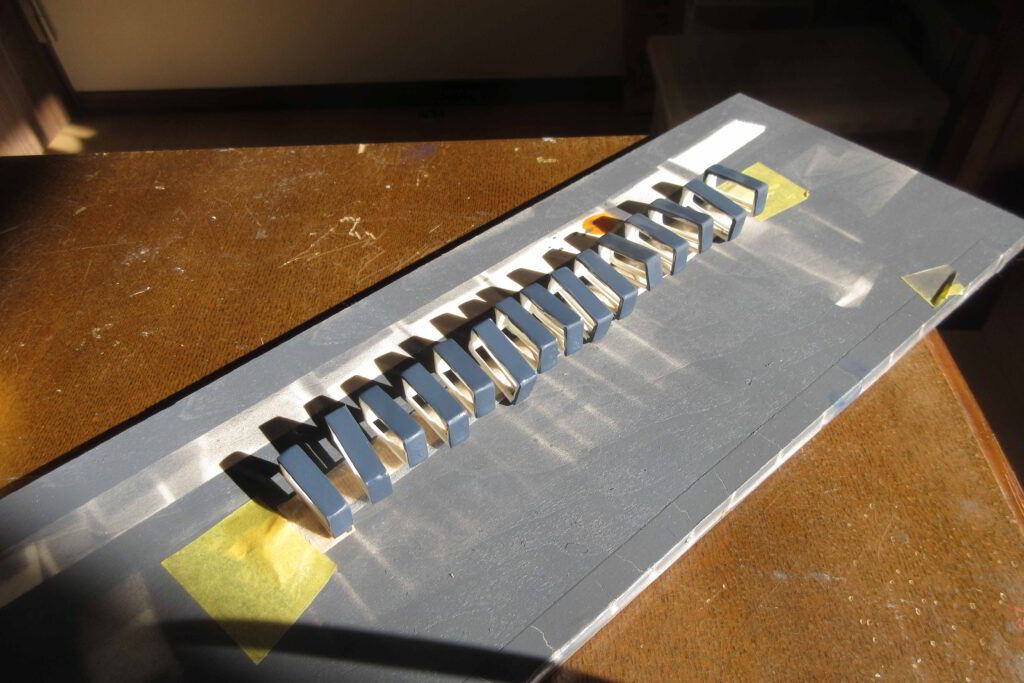
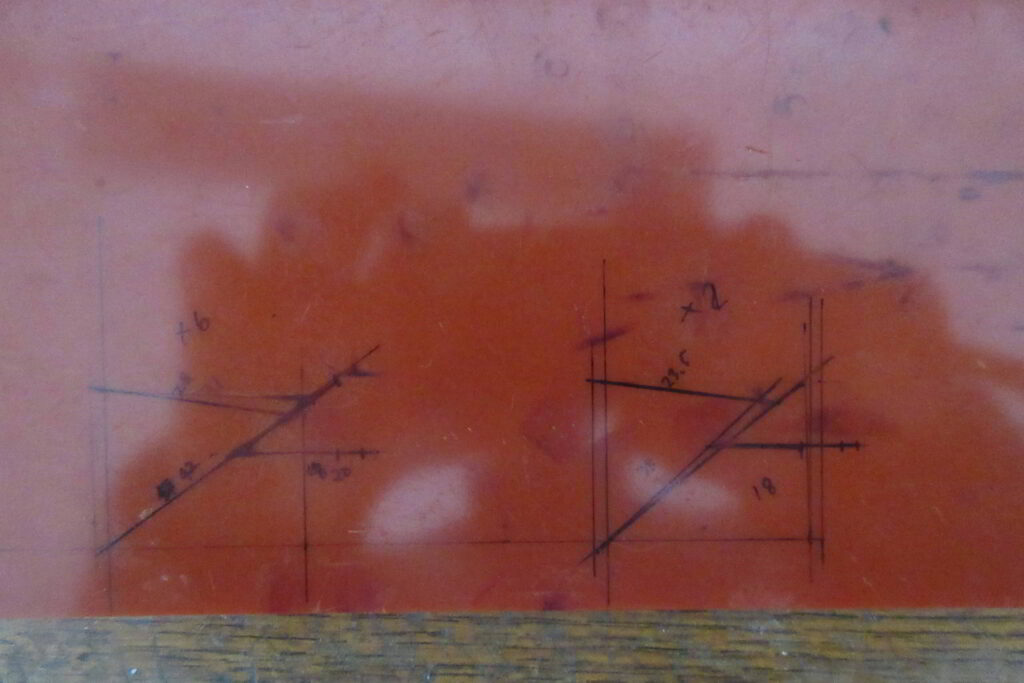
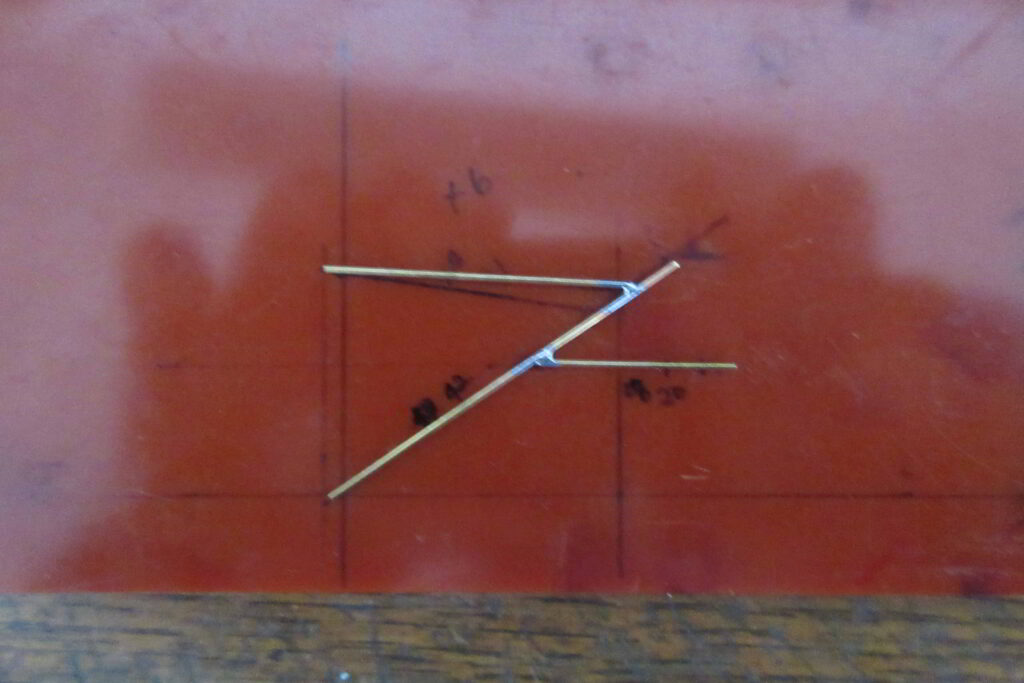
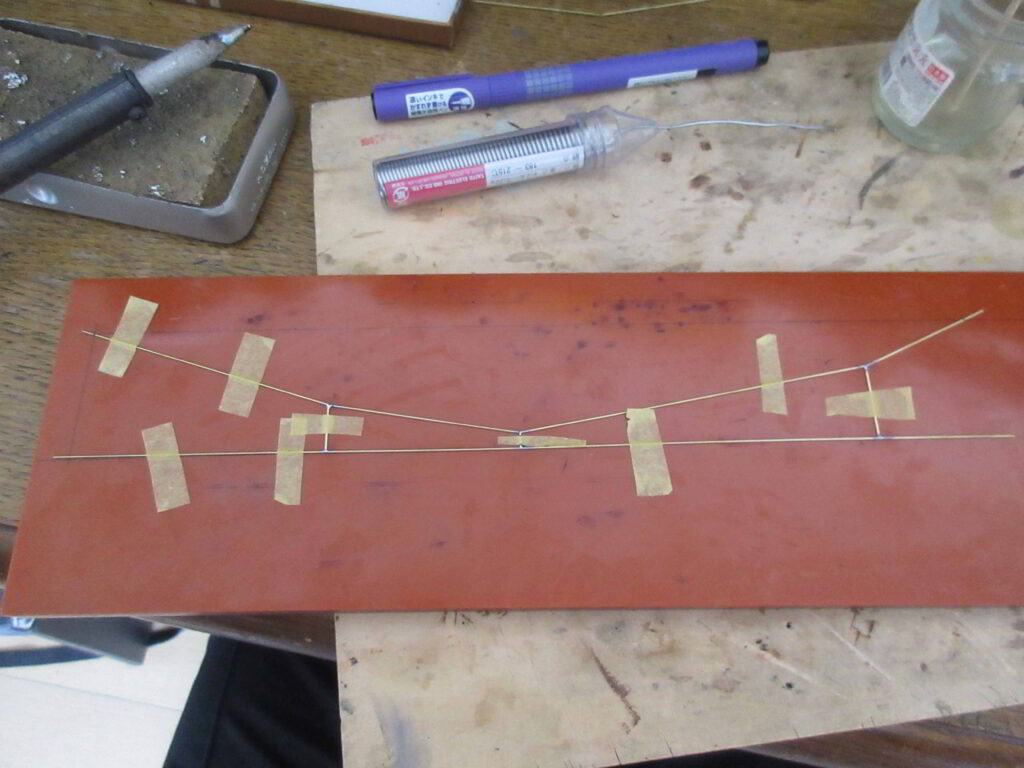
この確認が済んだらモックアップの制作に入りますが,私が行った方法は30年と同じ方法で,異なるところは線路の切り出しに使用する図を手書きで作成したかソフトで制作した図面をプリンタで出力して用いたという点くらいです.プリンタでの出力は縮尺を合わせるのが難しいので今回はA4用紙に描画できる最大の寸法で出力しました.結果1000㎜が178㎜で出力されましたのでで尺度は約1/5.6となります.出力された図に厚紙を貼って線路を切り抜き勾配をつけてイラストボードの貼り付けたものが下の写真です.

ただ,このモックアップと前回提示した最終的に決定した線路配置と上記のイラストを比較すると左手前側の線路配置が最終的な線路配置と異なっています.当初は下の写真のモックアップのようにStaging Yardから駅の下をくぐって駅に戻る経路は最終的な線路配置より奥側をとており,この経路の線路は全てを隠す予定でした.しかし実際にモックアップを作成してみると周回線を走る列車が見えるのは手前の部分のみとなり線路の露出部分が少なく,イラストでの予想どおり市街地も広すぎるような気がしたため線路を手前側に移動して線路を湖のほとりを走る形で露出させるとともに市街地を分割して面積を減らすこととしたためです.

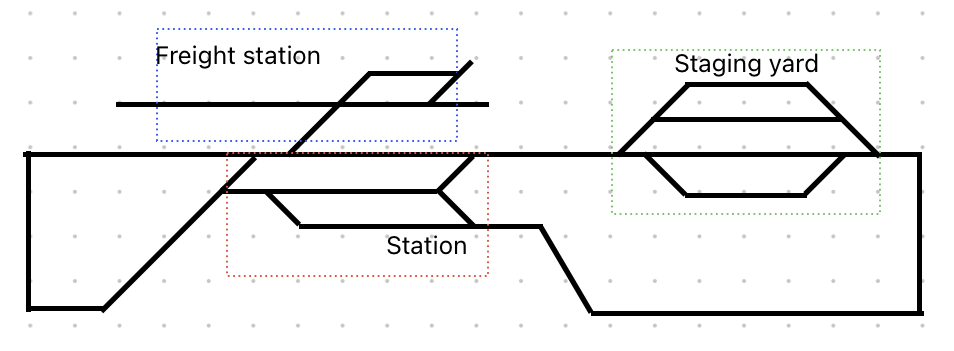
以下,モックアップの具体的な製作過程を紹介します.まず地形を検討する前にストラクチャーを配置する地面を作ります.この地盤はソフトウエアの描画機能でストラクチャーの配置図を配線図の別レイヤーに描き概略形状を決定します.ただ,このソフトは図形の描画に曲線描画機能はないようですので曲線は多角形で描画しました.

上記の図面を元に「地面」を作成した後.地形をアルミホイルを用いて製作します.そのモックアップの最終的なものが以下の写真です.

私は前作で製作したモックアップでも地形の作成にはアルミホイルを使用しています.モックアップにおける地形の製作方法は色々な方法が考えられますが,紙粘土等乾くと固まるものは試行錯誤ので行う修正がやりにくく,乾燥にも時間がかかりますので難があります(私はそのように感じます).その点アルミホイルは形状を簡単に製作でき,ゴム系接着剤で接着すれば接着剤の乾燥(固着)も早く,修正するためにアルミホイルを剥がすのも比較容易です.また山を作った場合のシワも何となく実感的な感じになります.反面表面はギラギラですのでその意味では全く実感的ではありませんが,想定していた地形が成り立つかの確認は十分できますので私はこれでよしとしています.なお,上のイラストから作成した図面どおりのモックアップを作成したところ,下の写真のように住宅地を山の中腹に位置させるとただでさえ実物スケールより非常に小さい山の中腹にストラクチャーを配置することで,と山の小ささが強調されるとともにストラクチャーもオーバースケールに見え,実感を損ねることが判明したため最終的には住宅地を山の麓に移動しています.そのため当初計画した跨線橋から住宅地に至る道路に,旧レイアウトで使用した橋梁を流用することは諦めざるを得ませんでした.なお,板の写真の一部からわかるように,地形を形成する際の「餡子」は丸たアルミホイルを使用しています.

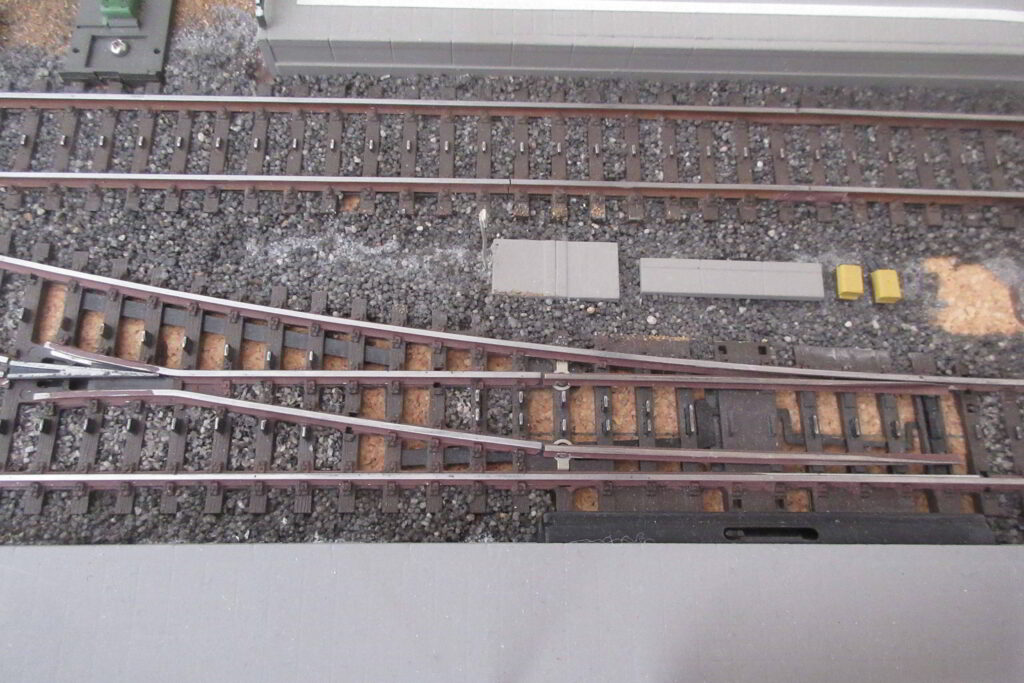
その他,モックアップを作成して検討が必要ではないかと考えられたのは左手前の下の線路が浅い角度でアンダークロスして湖の辺りから市街地に向かう部分,左奥の鉱石積み込み場とその手前に来る山の斜面の処理,駅のプラットホームの真下をアンダークロスする部分のトンネル入り口の処理等ですが,この辺り,日本で参考になりそうな風景を探すと,線路の浅い角度での交差は全国的にも有名な東京の御茶ノ水駅の付近,市街地のトンネル入り口は地下鉄丸の内線の四ツ谷駅付近の灯り区間,山の急斜面とその下にある建物の例としては中央東線上野原付近等が思い浮かびました.そのほか,全体的な留意点として駅部分と手前の周回線の距離が近いので手前の周回線とその後方の駅部分を視覚的にうまく分離することが必要で,そのためには地形とともに樹木が大きな役割を持つ気がしました.そのためには市街地とから周回線のかけての地形を樹木が植生できる比較的緩斜面で構成する必要があります.今回のソフトに地形の描画機能があれば樹木の効果を確認することも不可能ではありませんが,私が使用しているソフトにはその機能はなく,あまり3Dで詳細に検討してもキリがないような気もしますので,私は構想の妥当性確認はこのくらいにして,詳細な設計作業の入ることとしました.最後に参考にした地形の写真を下に示します.説明は各写真のキャプションを参照願います.




問題はこのような地形をどのようにアレンジすれば欧州の風景に見えるかですが,この点は構造物(擁壁)を石積みにする等で,ある程度の雰囲気が出せるのではないかと思います.前作のレイアウトを製作した時代は資料が少なく自身が撮ったわずかな写真と記憶に頼るほかありませんでしたが現在ではネット上に参考にありそうな写真が山のように存在します.その点,日本における外国型レイアウトの製作は当時に比較して格段に作り易くなっているようにも感じます.
以上で線路配置と想定していたシーナリーと勾配設計には致命的な欠陥や誤りはないことが確認できましたので,いよいよ詳細な設計と製作に入ります.次回からはその具体的な設計と製作の過程の紹介していきたいと考えております.
最後までお読みいただきありがとうございました.